一、资料查验
设备中受压件所运用的资料(包含焊材)应按JBff 3375一1991规则进行入厂查验。
1. 外观查看
2. 焊缝外形尺寸应符合图样和技能文件要求,焊缝高度不低于母材外表,焊缝与母材应油滑过渡。
3. 焊缝及其热影响区外表应无裂纹、未熔合、夹渣、弧坑和气孔。
4. 设备主要受压件的纵缝和环缝应无咬边,别的焊缝的咬边深度应不大于0.5mm.咬边总长度不大于焊缝长度的20%且不大于40mm。
配套阀门的外观质量除应符合图样要求外,还应符合血厅3595的规则。设备配套的各类(有或
元执行机构)阀门均应进行可操作性实验查看,要求运转灵敏,传动简便、平稳,无任何卡阻景象,行程开关和过转矩维护的一切机件动作牢靠。
二、无损检查
1) 各类焊缝的元损检查应由持相应品种和技能等级的"锅炉压力容器无损检查人员资格证书"的人员承当。
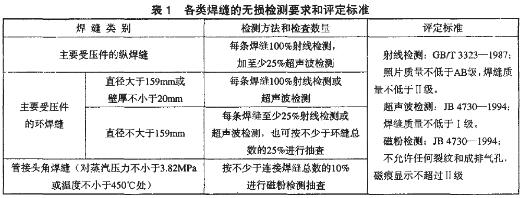
2) 各类焊缝的无损检查要求和鉴定规范按表l规则。
3) 按份额进行射线和超声波检查的焊缝,如发现缺陆时,应在缺点延伸方向弥补检查,弥补检查份额按该条焊缝长度的10%.弥补检查后如仍有置疑,则应进行100%检查。
4) 力学性能实验
5) 主要受压件的对接焊缝的力学性能实验的要求应符合JB厅1613-1993的规则。
6) 主要受压件的对接焊缝的力学性能实验的办法应符合JB厅1614-1994的规则。
7) 金相查验
8) 焊缝金相查验的要求应符合JB厅1613-1993的规则。